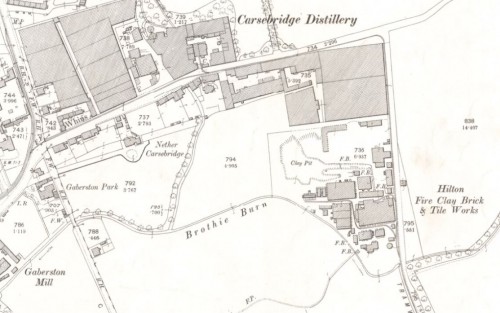
Charles Buick and Sons of Hilton Fireclay Works, Alloa, NB also known as Carsebridge Brickworks.
Canmore
21/02/1863 – Alloa Advertiser – Bricks at the Forth Iron Works – Bricks well known for their superiority can now be disposed of at the following prices.
Fire bricks …………………….. 27s 6d per 1000
Composition bricks ………… 20s 0d per 1000
Flooring tiles …………………. 1s 4d per square yard
Fire brick in blocks …………. 8d per cubit foot
Dry ground fire clay …….. 10s 0d per ton
Any pattern of brick executed with care and forwarded with dispatch. All orders must be addressed to Charles Buick, Forth Iron Works, Dunfermline – Oakley 30/01/1863
09/06/1870 – The Scotsman – For sale cheap at Forth Iron Works – The entire brick blocks of a new blast furnace of Garnkirk manufacture, also a large quantity of stone blocks, suitable for engine seats and other heavy buildings. Apply Charles Buick, Oakley Brick and Tile Works, Dunfermline.
1873 – Company established.
09/09/1876 – Alloa Advertiser – Clackmannan Mill has been erected by Messrs John Paton, Son & Co on the site of the old distillery, Clackmannan … The stalk is 150 feet high and 18 feet in diameter at the bottom. The contractors for the brickwork was Charles Buick 0f Carsebridge Brickworks.
1877 – Buick (Buick) & Sons, Hilton Brickwork, Clackmannanshire. (page 108).
John and Chas Buick Jr, brickmakers and joint tenants and occupiers of Clay Field, Carsebridge. (page 34).
J.S Buick and Chas Buick, brickmakers, Netherby, Clackmannanshire (page 11) (John Smith Buick).
1877 – 1878 – John Buick, brickmaker, joint-tenant and occupier of clay field, Carsebridge.
Chas. Buick, Jr., brickmaker, joint-tenant and occupier of clay field, Carsebridge
31/05/1879 – Alloa Advertiser – Buick Hilton Brickworks win the contract for building signal cabins at Alloa Station.
04/02/1881 – Charles Buick Snr dies. ( Born 16/03/1811).
29/07/1882 – Alloa Advertiser – Clackmannan Cattle Show – Messrs Charles Buick and Sons exhibited a large variety of fireclay vases, flower boxes, garden bordering, unique garden chairs, cattle troughs, horse mangers, watering troughs, drain pipes, sewage pipes, fire clay stable bricks, stable run channel, byre kerbing and roofing tiles.
17/05/1884 – Alloa Advertiser – Bust – We were shown the other day in the garden of Beaconsfield House, the property of Mr Wm Brown, auctioneer, Mill Street, an excellent bust, the handiwork of Mr Charles, one of the partners of the firm of Messrs C Buick & Sons of the Hilton Brickworks. We are assured that it is an excellent likeness of Mr Brown himself. At all events, Mr Brown will be delighted to show the bust and pedestal to any parties who may visit his chambers at 44 Mill Street.
20/09/1884 – Alloa Advertiser – The great franchise demonstration at Alloa (WIKI)- Hilton Brickworks – (Messrs C. Buick & Sons), of whom there were about 60, the marshal being Mr John Smith, the manager of the works. Messrs Buick also marched in the procession. The Alloa Instrumental Band headed this section, the leading banner having upon it a representation of a strongly built brick archway, along the top of which was “Charles Buick & Sons, Brickmakers, and Builders, Hilton Fire Clay Works.” Then underneath ” The harder pressed, the firmer we stand.” The men carried specimens of white enamelled ware, chimney cans, retorts, pipes, vases, and statuary, all very neat and well made. Bearing upon the franchise was a small banerette representing a labourer bearing a “hod” of lime, and inscribed upon it were the words “A vote for the labourer,” Upon another banerette were shown the plum, the rule, the trowel, the square, and the stalk-pull representing the brick builders, with the word “Justice.” Along with this section was a tastefully decorated lorry with kiln, a fountain, and a pipe-making machine in full operation; also a bust of Gladstone, and a lion made of fire clay.
25/05/1886 – The Scotsman – International Exhibition – Charles Buick and Sons, Alloa show specimens of their white, yellow and brown enamelled fireclay goods in sinks and wash tubs together with a very pretty rustic chair in fireclay. The clay is obtained from below the Hilton coalbed at a depth of 50 fathoms and having little or no iron it seems specially adapted for white enamelled goods.
10/07/1886 – Alloa Advertiser – This week Messrs John Paton, Son, Co., Kilncraigs have had completed for them another large chimney stalk for the increasing their works. The stalk, which had been erected Messrs C. Buick & Sons, Hilton Brick Work is 120 feet in height and has been fitted with a lightning conductor. The stalk has an imposing appearance at Kilncraigs where it has been erected.
15/10/1887 – Alloa Advertiser – Application for water – A letter was read from Buick, Hilton Brick Works, in which was made an application for a supply water for his new cottage built near Cambridge. Mr Buick intimated that he would be at the expense of the connections. Agreed to grant a supply on the usual terms afforded those residents beyond the burgh boundary.
12/05/1888 – Alloa Advertiser – Glasgow Exhibition – Messrs C Buick & Sons exhibit wares. Messrs C Buick & Sons stand. Messrs Charles Buick & Sons, Hilton Fire Clay, Brick & Tile Works, Alloa, show the undernoted goods at their stand:- White, yellow, and brown enamelled sinks, washtubs and basins; blue, white, green, brown, and marbled enamelled bricks; Bruce’s patent manhole and traps; hart traps; S.P.A. traps; glazed sewage pipes; garden bordering; white glazed mantlepiece, &c. This exhibit is in Class 111., Court 1V., and is numbered 126.
25/08/1888 – Lennox Herald – International Exhibition, Glasgow – Sanitary section – Messrs Charles Buick & Sons, Alloa, have a mantlepiece in white enamelled ware, which has a resemblance to marble, and is a novelty not to be seen elsewhere. In addition to this, they have a good assortment of variegated enamelled bricks of very pretty appearance.
05/01/1889 – Alloa Advertiser – Supper and assembly. Through the kindness of their employers (Messrs Buick & Sons) the workmen engaged at the Hilton Brickworks, along with a few friends, were on Thursday night, entertained to a supper and ball, in one of the large buildings in connection with the works. The erection was tastefully decorated with evergreens and fairy lamps and presented a most attractive appearance. Mr John Buick, the senior partner of the firm, presided over the gathering, which numbered about one hundred, and the duties of croupier were ably discharged by Mr Stewart. After justice had been done to the good things provided, the chairman welcomed them all to their first annual supper and assembly and in the course of a few remarks, said that he was proud of his workers. A more sober and industrial class it had seldom been his lot to meet with. He considered that, as a rule, employers held too little intercourse with their employees, and thought it was for the furtherance of the master’s interest that they should go hand in hand with their workers, assist them in all good efforts, and sympathise with them in their troubles and difficulties. He concluded by saying that, although this was their first annual meeting, he trusted it would not be their last. (Applause.) The first toast on the list “Health and prosperity” to the firm of Messrs Buick & Sons was then proposed by Mr Smith, manager, and was drunk with all the honours. A short but humorous speech was then given by Mr Smith, followed by a few remarks from Mr Stewart, which were loudly applauded by the company, Mr John manager of Carnebridge Distillery, then replied for the strangers present, and in doing so, thanked the Messrs Buick for their kindness in giving them an opportunity of meeting such a large and happy company. Such a meeting, he said, was a strong proof of the harmonious feeling which existed between employers and employed at Hilton Brickwork. The next toast on the list was the “Health of Mr Smith,” which was proposed by one of the workmen and enthusiastically responded to. Mr Smith appropriately replied. He remarked that he always received the greatest kindness and courtesy from every workman at the Hilton. The company afterwards adjourned to a spacious hall, where dancing was engaged in, to music supplied by Mr Charles Buick. The company subsequently adjourned to the supper-room, where a plentiful supply of tea, &c., was served out. Dancing was resumed and carried on with much spirit until the early hour in the morning when the company dispersed.
29/06/1889 -Alloa Advertiser – Local industry – Hilton Fire Clay Works – Following upon a description of one of the old established places of business in our midst, vis., Alloa Pottery, we this week propose to give some jottings regarding one of our more recent works, and one which has steadily gained in importance since 1873-when operations were first begun-we refer to the Hilton Fire Clay Works situated on the eastern outskirts of Alloa and about a quarter of a mile south from Carsebridge Distillery. The proprietors are Messrs Charles Buick & Sons. In the year 1873, Mr Buick, who was a brickmaker in Oakley, came to Alloa, and along with his two sons, Messrs John and Charles began the business as manufacturers of fire-clay and common clay goods. From a small beginning, the firm gradually developed in importance, and now the extent of the ground leased by the firm exceeds to three acres, which is of a rich and clayey nature and well adapted for a brick and tile work. The buildings, workshops, and kilns occupy a large portion of the ground, while to the north of the yard there is an extensive “clay hole” or cutting from which the clay for the making of common classes of goods is excavated. Some eight years ago, Mr Buick, the senior partner of the firm, died, and the works have since been carried on by Messrs John and Charles Buick under the old designation. The manager of the firm is Mr John Smith, and there are eighty men and women employed at the works-many of the workmen have been in the service of the firm since the establishment of the Hilton Works. By way of introducing a sketch of the industry, we may explain that there are two kinds of Clay in use at the works-fireclay and common clay. From fire-clay, the firm manufacture enamelled dishes, sewage pipes, traps, flower stands, fire bricks, retorts, and a variety of other articles, while from common clay-roofing tiles, drain tiles, ridge and common bricks are made.
FIRE CLAY – is a hard dark-blue deposit which is obtained underneath a seam of coal and has a resemblance to what is known as “blae.” No one would for a moment suppose that from the dark-looking substance lying in heaps ready for preparation that such beautiful white articles could be produced from it, but the action of fireworks quite a transformation upon it. Instead, the clay is put into the “Raven” or grinding-mill, which consists of two massive revolving iron rollers which rotate on a stationary pan with a perforated bottom. The fire-clay is thrown upon this pan, and some idea may be had of the pressure brought to bear upon it in order to reduce it to atoms when we state that each roller weighs 3 tons. While this crushing process is going on the ground material falls into a receptacle underneath with a “dip” towards one end. Here it is caught up by an elevator and carried to the second floor where it passes through a hexagon revolving sieve, and by an ingenious contrivance, the refuse is sent back to the pan to be ground again. To reduce the product of the hexagon sieve to a still greater degree of fineness it is out through closely set riddles until the substance has reached what might also be termed the “flour stage.” This refined dust is sent down a “shoot” into another revolving “pan” in the shop beneath, where it is mixed with water and thoroughly pounded by a pair of heavy rollers. In this instance, however, the “pan” revolves while the rollers simply turn on their axis. The clay, having now assumed the “mortar” stage, is removed from the pan in lumps and raised by elevators to a machine on the second floor, where the first process of sewage pipe-making is witnessed. The solid square blocks of clay are then thrown into the.
PUG MACHINE OR MILL – the pug mill is a large cylinder through which an upright revolving shaft passes, from which arms project. These arms, or knives as they are technically called, are fitted to the shaft in such a manner that the clay may be pressed from top to bottom of the machine in a spiral direction by the revolution of the shags. After passing through the part which sets as the pug mill the clay is discharged into a box or “die” and pressed by the action of the knives into the required mould – this being the first process of pipe-making. The pipe when removed is of uniform thickness and resembles a piece of tubing, the faucets are afterwards put on – the pipe being then partially dry. Passing into an adjoining shop, we observe the method of faucet-making which is done by workmen. A lump of clay is thrown into a moulding placed upon a revolving disc. The centre portion is speedily scooped out and a gauge applied to bring it to the required thickness and thereafter by another appliance the “threads” are put on. Affixing the faucet to the pipe used to be done by manual labour, but this has been superseded by the introduction of a simple yet ingenious machine (made by Mr Charles Buick). A wooden mould, having a faucet top, is placed into the pipe which is fixed upon the machine, the clay faucet is then set upon the top of the pipe which is made to revolve thus allowing the workmen every facility to unite the two parts and finish them very quickly. According to the old system, the workmen had to labour constantly round and round the pipe which in its semi-dry state, was apt to be bent by the workmen unconsciously leaning too heavily upon one side while joining the faucet. The saving of time and labour by this new system is certainly very great, and we were assured that no other work of this kind has a similar appliance fitted so appropriately for the specific work to which it is applied. So soon as the pipe is finished by this machine, it is glazed in the interior by means of a special liquid preparation of a light brown colour, which adapts itself readily as glass under the influence of the kiln. In the putting on of a junction, a bit of the clay tubing is cut in a slanting direction, the edges scraped, as also the part to which the arm is to be applied. The connecting parts are slightly moistened with water so that there may be a speedy adherence, and the junction is thoroughly affected by a coating of a soft clay, the new part being allowed to dry before an opening is made between the junction and the main pipe. “Bends” or “elbows” are made in the pug machine in this way when the clay tuning descends from the die it does so perpendicularly, but the workmen, instead of allowing the newly made pipe to descend straight, gives it a slight bend and so at once gives it the form of an “elbow”- an article which is required in almost all drains. The “bends,” by the way, are finished with the hand and furnished with faucets same as the other pipes already described.
THE FIRING PROCESS – is by far the most important part of the industry, because of the raw material fashioned according to designs is transferred into the finished material, which is ready for the market. The kiln is built of brick and is arched in form, and in this, the goods are closely packed and the door built up. The interior of a kiln can accommodate no fewer than 600 x 6-in. Pipes piled on end in 3ft. lengths. Glazed pipes are made from 2 inches up to 24 inches in diameter. The contents of the kiln are retained for a week and for four days and four nights they are exposed to fierce heat, termed a “white heat.” There are four fires – one at each corner of the building-which commands the entire space of the interior. The heating is carried on slowly at first, up in about 30 hours a strong heat is developed and fully maintained for about 70 or 80 hours. Owing to the intense heat the pipes are reduced almost to a melting state, and while in this and condition, salt is thrown into the fires on three different occasions, and it is the steam rising from the salt, along with the heat taking effect upon the half molten pipes, that causes the beautiful glass we find upon well-made sewage pipes. In the same way horse mangers, cattle troughs, traps, fire-clay boxes and other goods are treated, and it is remarkable the small percentage of breakage (as a general rule) resulting from the firing process. The firm has four kilns of this type in constant use.
THE ENAMELLING SHOP – is a spacious one-storey building in two sections where goods made of fire clay are manufactured-principally sinks, washing tubs, milk coolers, bricks, water closets and urinals. Sinks of the Edinburgh, Belfast, and London patterns are largely made-some of these being formed in stucco moulds, while others are made in wood moulds, the newly made articles being allowed to dry for two weeks when they are ready for placing in the kiln. The first stage of the enamelling process is begun when the articles are in a soft state. The interior of the sinks and wash tubs is thickly coated with a preparation resin being white paint which adheres speedily to the soft surface of the ware and to forms the body of the enamel. The articles are afterwards placed in what is called the “Biscuit Kiln” where they receive the first firing. When taken out the vessels are found to have assumed a hard solid appearance-the interior being a beautiful white. They are afterwards coated with a glaze and placed in a “muffled kiln”-that is a circular arched kiln built within another. The method here adopted is entirely different from the firing of drain pipes. There is a space of about 15 inches between the two kilns so that there is no actual contact with the fire as in the other case, but nevertheless, the heat is distributed, overhead by means of cavities over the entire interior, and the glaze on the articles becoming incorporated with the white coating, already described, makes a beautiful enamel. This is the final process and the goods after being thoroughly treated and found satisfactory, are ready for the market.
IN THE SECOND MOULDING SHOP – workmen were engaged moulding drain traps, chimney cans, Bruce’s patent manholes (of which the firm are the sole makers), and many sanitary appliances. The mounds are of stucco, and in the majority of cases are in two sections, but in the cases of ornamental chimney cans and flower vases the mounds are in four and sometimes six different sections because if the mould consisted of two halves only the sections could not be taken asunder without destroying parts of the ornamentation on the can of the vase.
A NEW ENAMELLING SHED – just erected by the firm, skirts the waggon-way on the east, and there, workmen are already engaged making washing tubs and what are called enamelled “cradle-backs” for urinals-the process undergone here being similar to that already described. In an adjoining shop, workmen were engaged finishing huge “copes” for the top of chimney stalk, 210 feet in height, which is at present being erected by the firm at Leslie, Fife. Some of these copes weigh 3 cwt, each, which gives one an idea of some classes of work that can be turned out at this Brickwork. Other buildings include a trough shop, pattern shop, and a general store shed. We also observed a new kiln in process of construction by the firm, who by the way, erect all their own buildings.
BRICK MAKING – is now the work of machinery, the consistent parts of a composition brick are fire -clay and common clay, but for ordinary brick common clay only is used. The clay is drawn up from the low-level workings by means of small wagons wrought with wire ropes. It is then prepared in a pug mill and afterwards removed in square blocks to the brick-making machine which is propelled by a huge belt. The clay is pressed into long troughs of the width and thickness of a brick and cut, when discharged from the troughs, into pieces of the requisite length by a frame across which wires are stretched to effect the cutting process. Eight bricks are produced at a time and 800 can be turned out in an hour. This machine can also be adapted for making drain tiles, simply by the changing of the “die” through which the material is pressed.
TILE-MAKING – is still carried on by manual labour, and a very large trade is done in this department. The clay is into the tile maker in large square blocks which are cut into slices and placed upon a frame mould. The clay is rolled out, the corners are trimmed, and the entire surfaces rendered smooth in a few minutes’ time the finished article being at once out upon a rack near at hand for drying. There are extensive drying sheds with tile roofs where newly-made bricks or tiles can be effectively dried. This class of goods is fired or baked in one of the old fashioned kilns, which we are assured makes by far the best job, being heated from beneath in place of overhead. The common clay, we may explain, requires to be cut in the fall of the year so that it may be exposed to the action of the frost and rain which pulverises it. The cut clay remains at the field until the spring, when a beginning is made with roofing tiles and drain tiles. In the first place, the material is put through rollers 2ft, in diameter, by a 2ft in length from which it drops into a pug machine where it undergoes a process of mixing prior to its being manufactured into bricks and tiles. There are two qualities of clay in the manufacture of different articles. There is what is called the upper clay which is of a yellowish colour and the underclay which has a bluish hue. The former is used for roofing tiles, and the latter for drain tiles-both of which are extensively made by Messrs Buick.
MOTIVE POWER, &c – the shafting of the works are driven by a horizontal engine of 90hp fitted with air pumps and condenser and supplied with steam by a double-flue boiler, 27 feet by 7 feet. There is one huge chimney stalk for the boiler, with six smaller stalks for the kilns, of which there are eleven.
It is satisfactory to know that the firm has full employment for their work people. The enamelled goods such as sinks and wash-tubs find a ready sale in all parts of England and Scotland, and a good many were made for export. We may add that so far as railway facilities are concerned the works are conveniently situated, being within a stone’s throw of Stirling and Dunfermline railway, connected with which the firm has a branch line. The extensions that have taken place, both as regards the works, and in the matter of opening new branches of trade testify to the energy and business enterprise of the firm.
24/09/1889 – Glasgow Herald – A young man, about 20 years of age, named Thomas Hutton, belonging to the village of Sauchie got his right hand very seriously injured at work in Mr Buick’s brickwork. He had been engaged at the brick making machine and by some inadvertence, his hand got caught and dragged in. It was found necessary to amputate the hand above the wrist.
20/11/1893 – The Scotsman – The most disastrous gale experienced locally for many years passed over Alloa and district early on Saturday evening … Chimney stalks at Bass Crest Brewery, Tullibody Tannery and the Hilton Buick Works were demolished.
11/05/1895 – Alloa Advertiser – Patent Water Testing Trap – We notice from the account of the Manchester International Health Exhibition this week that the Albion Clay Co Limited has on exhibition, one of Mr Keiths Patent Water Testing and Flushing Traps which is gradually gaining in popularity. The local manufacture of the trap is Messrs Buick & Sons, Hilton Brick Works.
28/12/1895 – Alloa Advertiser – New coal supply – A Cowdenbeath firm have opened a shaft at Blairingone near to the established Church Manse there and are getting a good supply of coal. The seam of coal is 3 1/2 feet thick and above and below the seam is a 2 1/2 foot layer of fine clay which is being used by Messrs W.R & J Carmichael, brick makers and C. Buick & Sons, Hilton Brick Works, Alloa.
30/03/1897 – Glasgow Herald – …The water in the disused coal pit shafts at the Hilton Brickworks which has been gradually rising since the recent subsidences in this neighbourhood has now reached the level on the ground and was threatening to overflow the grating and flood the brickyard. A 15-inch pipe has just been put in by Messrs Buick which carries off the water and conveys it to the Alloa Burn.
Below – 30/04/1898 – Alloa Advertiser – Alloa Public Baths and Gymnasium, opening ceremony … The procession … Hilton Fireclay and Pottery Works. About 100 workmen turned out from these works, belonging to Messrs C. Buick & Sons, but a great many men are connected with friendly societies and rifle volunteers and so were otherwise in the procession. The contingent was accompanied by two lorries and each drawn by two decorated horses. The first was filled with entirely white enamelled goods of very heavy and substantial make, consisting of enamelled sinks, wash-hand basins, tubs, troughs and a large bath, somewhat similar to those supplied to the new baths by the firm. The other lorry was built up tier upon tier with all sizes of flower pots (many of them filled with flowers) from small sizes up to the large ornamental vase for lobbies, rooms etc. On this lorry also one of the workmen was engaged at a ‘throwing wheel’ showing the process flower pot making preparatory to putting into the kiln. The workmen, who were principally decorated with coloured rosettes, carried a large banner bearing the inscription Charles Buick Sons, Hilton Fire-clay Works, Alloa. Many models were displayed consisting of miniature sinks, tubs, lavatories, closets and baths. The workmen were headed by Sauchie Instrumental Band.
Below – 1900 – Hilton Fireclay Works, Alloa.
18/07/1900 – Edinburgh Evening News – Potters wanted at once, good steady turner for flower pots. Constant employment. Apply Buick & Sons, Hilton Pottery, Alloa.
12/08/1901 – The Scotsman – The Glasgow International exhibition … Messrs Charles Buick & Sons Alloa show a large exhibit of lavatory ranges and bathroom fittings of different kinds. Manufactured in a strong fireclay and fitted with all modern contrivances aiming at cleanliness and sanitation, many of these claim further attention from their compactness; space has obviously been carefully considered. Messrs Buick shows a special basin range for schools – 3 basins bolted together with flanges and supported by a pillar at each end. This obviates the need for a central carrying pillar and the range is more easily cleaned. An interesting surgical exhibit is a mortuary table in fireclay. Other exhibits are ranges of washtubs, vases in terracotta for painting purposes and flower pots.
Below – 31/03/1902 – The Scotsman – Railway subsidence due to clay workings of Turners Ltd, Abercorn Brickworks. 10/06/1903 – The Scotsman – Court case begins. 12/06/1903 – The Scotsman – Case continues. 13/06/1903 – The Scotsman. Court case resumes.

1903 – Charles Buick & Sons, Hilton Fire Clay Works, Alloa; T N 36; T A “Buick, Alloa”
Below – 1904 – This is the front cover of a catalogue – “Charles Buick & Sons, Hilton Works, Alloa, Scotland. Catalogue J. Enamelled fireclay sanitary appliances” With kind permission of the Clackmannanshire Museum & Heritage Service. There is an inscription on the inside cover dated 1904.

1907 – A product brochure does exist (On my most wanted list!)
| Title |
Sanitary Appliances: Charles Buick and Sons: Hilton Fireclay Works, Alloa, Scotland: Telegraphic Address “Buick” Alloa, Telegraphic Code ABC 5th Edition, Telephone No. 36 Alloa |
| Author |
Charles Buick & Sons |
| Publisher |
W. & A. K. Johnston, 1907 |
| Length |
215 pages |
Below – 31/08/1907 – Alloa Advertiser – New railway siding for Hilton Brickworks.

1914 – Fireclay goods manufacturers. Specialities: enamelled fireclay sanitary goods, glazed fireclay sewerage pipes.
Below – 1920 – Hilton Fireclay Works, Alloa (Note the change of claypit from the 1900 map).

1923 – 1924 – Charles Buick & Sons, Fireclay Goods manufacturers, Hilton Fireclay Works.
Chas G Buick – Netherby.
John L Buick – Netherby.
Below – 08/06/1927 – The Scotsman (09/06/1927) – Mr John Smith Buick dies. (Born 20/02/1849).

Below – 1928 – Aerial view of the Hilton Fire Clay Works. Photo forwarded by Andrew Wood.

23/07/1929 – The Scotsman – Highland Society Show, Alloa Park, Alloa. Messrs Charles Buick & Sons, Hilton Fire Clay Works, Alloa are showing brown glazed cattle troughs and field drain tiles among their exhibits at stand no 205.
Below – 31/07/1929 – Dundee Evening Telegraph (02/08/1929) – Charles Buick dies.

1940 – 1941 – Charles Buick & Sons, Hilton Fireclay Works Alloa.
09/04/1948 – Dundee Evening Telegraph – New Scottish Companies – Charles Buick & Sons Ltd, Hilton Fire Clay Works, Alloa to acquire and take over the business of manufacturers of enamelled and fire clay goods, bricks and tiles now carried on by Charles Buick & Sons. Capital £20,000 in ordinary shares of £1 each.
27/09/1949 – The Edinburgh Gazette – A petition has been presented to the Court of Session by Charles Buick & Sons Limited, a Company incorporated under the Companies Acts and having their Registered Office at Hilton Fireclay Works, Alloa, Creditors to the amount required, the deceased having died intestate and no member of his family having been prepared to accept office as Executor-dative, praying under the Acts 3 and 4 George V., Cap. 20, Section 153, for the appointment of a Judicial Factor upon said Estate, and which Petition will again be moved in Court on or after the tenth day of October nineteen hundred and forty-nine; of all which notice is hereby given. J. & A. Hastie, S.S.C., 43 York Place, Edinburgh, Solicitors for the Petitioner. 26th September 1949.
c. 1950s – Guide to a home on the Clackmannan Estate built by Alexander R Syme, Helensfield, Clackmannan.

24/01/1950 – The Scotsman – Pottery worker’s health … Members of the British Stoneware Manufacturers Association include A. W. Buchan & Co, Ltd, Portobello, and Govancroft Pottery Co Ltd, Tollcross, Glasgow. The National Federation of Clay Industries membership includes Chas. Buick & Sons, Ltd, Alloa; Shanks & Co, Ltd, Barrhead: Steele Bros & Sons. Ltd, Edinburgh; John Steele & Sons Ltd, Glasgow and the following Kilmarnock firms: Bourtreehill Coal Co, Ltd; J. & R . Howie, Ltd and Southhook Potteries Limited.
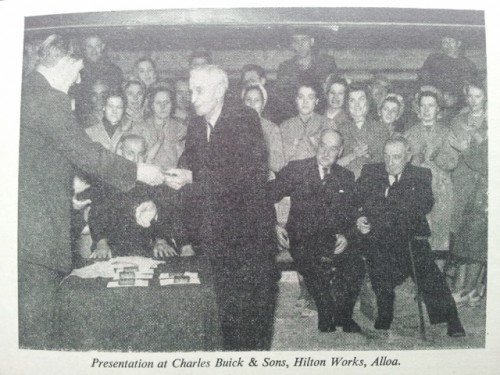
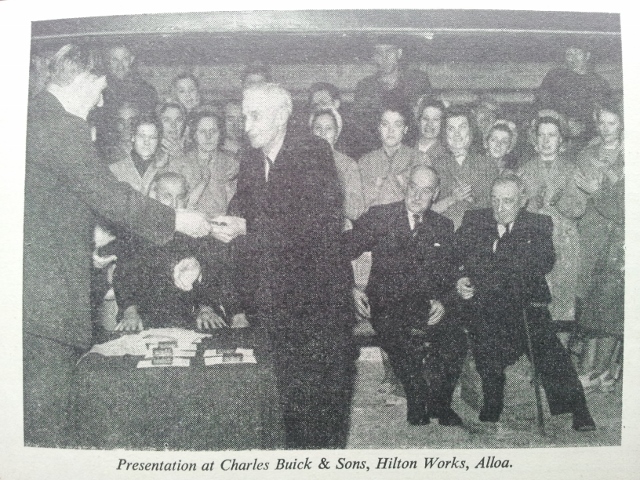
Below – 15/03/1952 – The British Clayworker – Presentations at Alloa – Charles Buick & Sons Ltd., Alloa, recently held an interesting ceremony in their Enamelled Fireclay Works.
Twelve employees who had given over fifty years’ service to the firm had been awarded the Institute of Clayworkers’ Silver Medal for Long Service. Mr Charles G. Buick, when presenting the medals in the presence of all the employees, expressed his sincere appreciation of their long and faithful service and said how deeply all present regretted that Thomas Gray with fifty-five years service and Alexander Snadden with fifty years’ service had passed away before this presentation could take place. In course of a reminiscent speech, Mr Buick recalled how closely he himself had been associated with these men during his practical training in the industry, and he also reminded those present that the bell which called them to work today had called some of their grandfathers to work as well as his own-100 years ago. In addition to the Clayworkers medal, each recipient was also presented with a cheque.
The same evening, to celebrate the occasion, all employees and their wives were entertained to a Dinner and Dance.
Medalists
Thomas Grey .. 53 years Andrew Morrison .. 52 years
Thomas Allan .. 53 ” Joseph Izatt .. .. 52 ”
Daniel McAinsh .. 53 ” David Harrower .. 51 ”
John Cousin .. 53 ” R. W. Ure .. .. 50 ”
Robert Lindsay .. 52 ” Andrew Brotherston .. 50 ”
James Stobie .. 52 ” Alexander Snadden .. 50 ”
Below – 15/05/1953 – The British Clayworker – Obituaries – Mr George K. Steele. We regret to announce the death on April 14th 1953 of Mr George K. Steele, managing director of John Steele & Sons Ltd., sanitary fireclay manufacturers, Glasgow. Mr Steele had, unfortunately, suffered serious illness for a long time but before ill-health restricted his activities he was an energetic figure in the industry. When the British Sanitary Fireclay Association was formed in 1931, at a time when the industry was passing through a period of considerable difficulty due to the loss of much of its export trade as well as to heavy imports from Europe into the home market, Mr Steele worked energetically in the furtherance of its interests. He was appointed as deputy to Mr Chas. H. Buick on the first Board of Management, later serving as Deputy for Sir Henry Steele, In 1934 he was appointed a full member of the board, and was most diligent in his labours for the industry. He seldom missed any of the many meetings held during those early years and travelled without complaint to attend not only association meetings, but the frequent meetings with merchants. He served for many years on the standing joint committee. Mr Steele leaves his widow and two sons, Ian and Keith, both of whom are in the business.
Below – 1955 – Joseph Izatt lorry loading at Buicks Hilton Fireclay and Brickworks.

30/10/1959 – The Edinburgh Gazette – Members Voluntary Liquidation Charles Buick & Sons Limited at an Extraordinary General Meeting of the above named Company, duly convened, and held at Alloa in the County of Clackmannan, on the 23rd day of October 1959, the following Resolution, was duly passed as a Special Resolution;—- “That the Company be wound up voluntarily and that John Aikman Crawford, Chartered Accountant, 20 Queen Street, Edinburgh be appointed Liquidator. Harry Dale and Company Limited (In Liquidation) IN the Petition presented to the ‘Sheriff Court of Lanarkshire at Glasgow by A. Gillies and Co. (Distillers) Limited being creditors of Harry Dale and Company Limited, Sheriff N. M. L. Walker on 16th October 1959 pronounced an interlocutor ordering that the said Harry Dale & Company Limited be wound up ID pursuance of the Companies Act 1948 and appointed Alexander Robertson, Chartered Accountant, 55 West Regent Street, Glasgow to be the Official Liquidator of the said Harry Dale & Company Limited with the usual powers. A. MacInnes, Solicitor, 50 Wellington Street, Glasgow. Petitioners’ Agent. Thomas A Stewart, Secretary. Dated 23rd October 1959.
05/04/1960 – Edinburgh Gazette – At a meeting of the Hilton Fireclay Company Limited, held at Alloa on Thursday, the thirty-first day of March nineteen hundred and sixty, the following special resolution was passed, videlicet: ” That the Company be wound up voluntarily and that John Aikman Crawford, Chartered Accountant, number twenty Queen Street, Edinburgh, be appointed liquidator.” D. A. McNeill, Secretary.
Below – 2 salt-glazed sections of gutter or channel for catching water on the ground. Both have evidence of fingerprints. Found by Gordon Wyle at the Hilton Fireclay Works.

.

.

.

.

Below – Unmarked channel or gutter found at the Hilton Fireclay Works.

Below – Unmarked drain top found at the Hilton Fireclay Works.

.

Below – The following enamelled sections of guttering x 2 and what appears to be a section of enamelled brick that would have formed a part of a bespoke project were found on the site of the Hilton Fire Clay Works.
 .
. 
Below – A selection of salt-glazed channels/gutters for directing the water into manholes etc. They would sit flush with the ground surface and channel the water to the desired destination.

.

Below – An unmarked salt-glazed moulded brick which was also found on site.
 .
. 
Below – A salt-glazed, right-angled item. Its use is unknown. It is unbroken.
 .
. 
Below – Several of these were found at the site of the Hilton Works. Basically, they are 1/2 bricks with a double bullnose. They have been cut in half prior to firing and they are enamelled and were no doubt used as a wall coping or for more ornate decoration. The original pre-fired brick had been marked Buick & Sons, Alloa.

.

Below – Salt-glazed 6″ x 6″ tile.

Below – A square drain gully. A metal grill would have sat on top. It was found at the Hilton Fireclay site and will undoubtedly be a product of theirs.

.

Below – A blown unmarked brick found on-site and may or may not have been manufactured there.

.

Below – The 3 photos to follow were sent to me and depict the Hilton Fire Clay Works. The last would appear to be an exhibition or showroom. Their origins are unknown.

.

.












{kind=link}